

Machine Hammer Peening (MHP) - An additional impulse results in deeper impact
What is special about machine hammer peening
Brief description
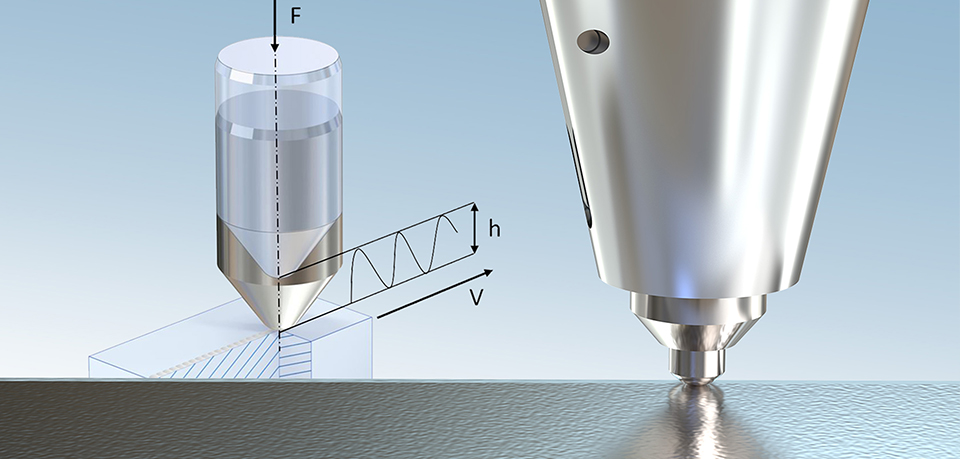
In machine hammer peening (MHP), mechanical processing is carried out by targeted incremental reshaping of the surface. A hammer head, which can be of any shape, is impulsively struck onto the surface. The surface is processed by moving the hammer head over the surface.
Due to the high frequency of the impacts, hammer peening is a highly efficient process and is therefore ideal for serial production. The tool is moved in a targeted manner by a machine, hence the name "machine hammer peening".
Compared to deep rolling, the impulse has a deeper impact on the edge zone. In principle, however, the same effects can be achieved:
- introduction of residual compressive stresses
- strain hardening
- increase in hardness
How machine hammer peening works in detail
In addition to the well-known technologies of roller burnishing and deep rolling or shot peening, machine hammer peening (MHP) is a comparatively new process. Here, a hammer is blown on a component's surface at high frequency. It is therefore an incremental surface forming process.
Unlike during roller burnishing or deep rolling, the tool is not in continuous contact with the surface. As with shot peening, the kinetic energy of the tool is used to reshape the material using an impulse. However, the impact energy of a single blow during MHP is significantly higher than during shot peening, which is why the edge zone is influenced even more deeply by this technology than with any other process.
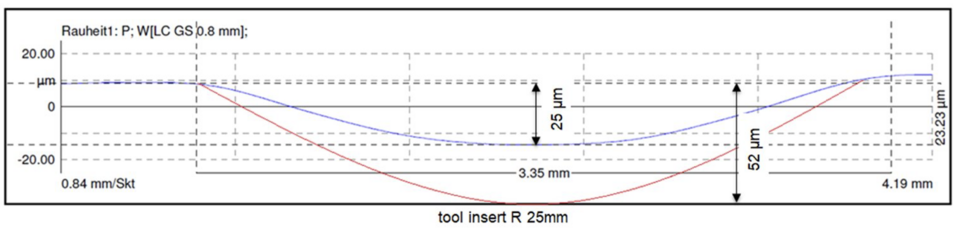
The MHP process is determined by different process parameters. These include, among others, the size and shape of the hammer head. Here, hemispheres with radii between 4 and 25 mm are usually used. The impact pattern on the surface is also determined by the path distance and the relationship between impact frequency and feed rate. The incremental forming process leads to a regularly structured surface that is similar to the surface shape after shot peening, but differs in the regular distance between impact points. The last important parameter for MHP is the impact energy. It determines the degree of deformation and thus the intensity of the edge zone influence.
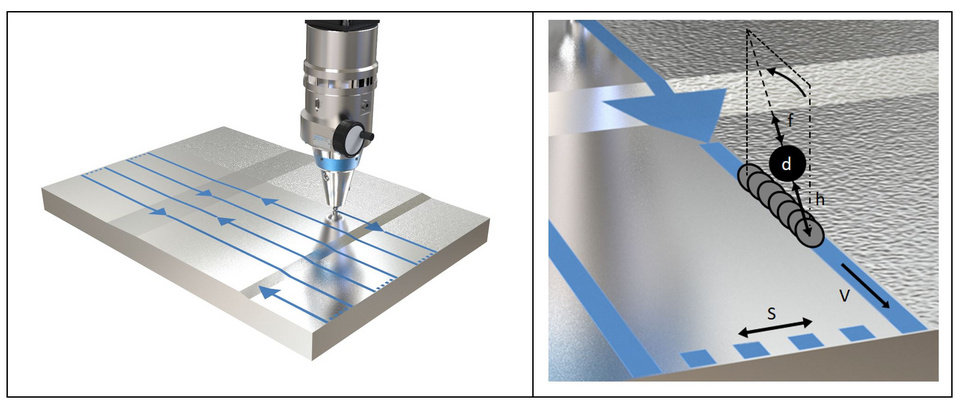
* stroke h, path distance s, feed v, diameter of hammer head d, hammering frequency f
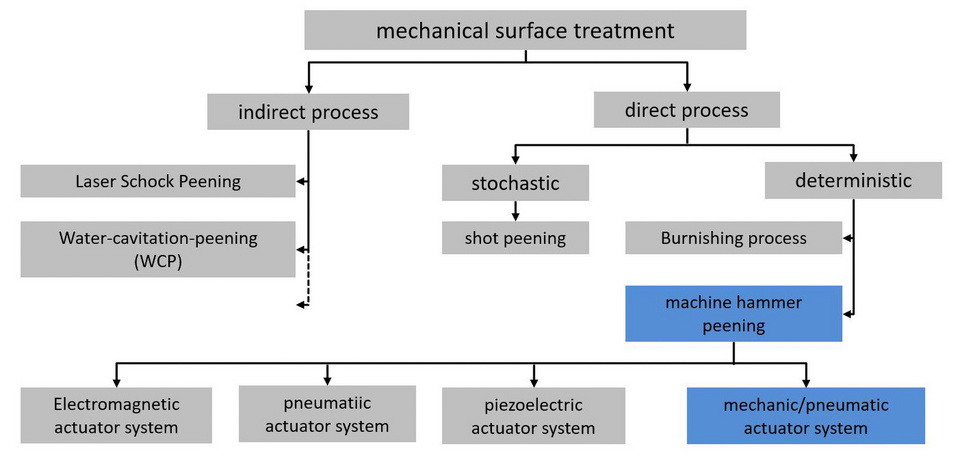
These parameters describe every MHP process regardless of tool design. Depending on the manufacturer, different tool systems are offered. The oscillation of the hammer head is always achieved in different ways, for example electromagnetically or by a pneumatic system. In contrast to ECOROLL's tool approach, all other tool systems require an additional form of energy in the machine. With ECOpeen, ECOROLL relies on a self-sufficient system that can be clamped directly into the milling spindle and is driven by its rotation.

First applications for MHP were post-treatments of welding seams and the smoothing of dies in tool and mold construction. When processing welds, mobile systems are often used directly on the construction site. Although these systems are very practical, consistent quality of the process is not guaranteed, since a manually guided tool does not produce even results, which usually leads to reworking.
Overall, MHP can significantly reduce the surface roughness of a component. Due to high impact energy, it is possible to easily achieve roughness values of Rz < 1 µm. The targeted structuring of surfaces, for example for lubrication pockets, has also been investigated. The biggest advantage, however, lies in the significantly greater residual compressive stresses. Due to the impact impulse, the effective depth of the residual compressive stresses is even greater than with rolling. Various measurements have shown that MHP can introduce residual stresses to a depth of 4 to 4.5 mm which is particularly crucial for increasing the service life of large components.