

Oberflächenhämmern - Durch einen zusätzlichen Impuls erfolgt eine tiefere Beeinflussung
Das Besondere am maschinellen Oberflächenhämmern
Kurzbeschreibung
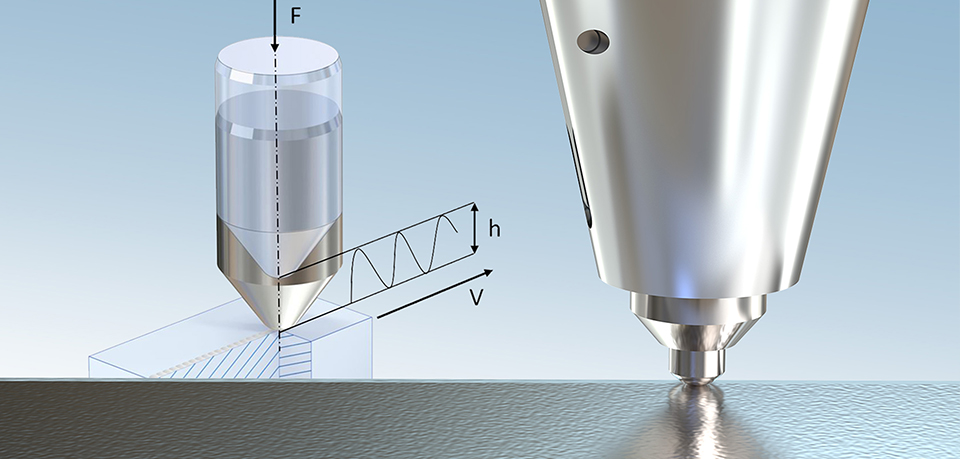
Beim maschinellen Oberflächenhämmern (MOH) erfolgt die mechanische Bearbeitung durch ein gezieltes inkrementelles Umformen der Oberfläche. Dabei wird ein Hammerkopf, der beliebig geformt sein kann, impulsartig auf die Oberfläche geschlagen. Die Bearbeitung der Fläche erfolgt durch ein Versetzen des Hammerkopfes auf der Oberfläche.
Durch die hohe Frequenz der Einschläge ist das Oberflächenhämmern ein hochgradig effizienter Prozess und eignet sich daher optimal für die Serienbearbeitung. Das Werkzeug wird dabei durch eine Maschine gezielt verfahren, daher auch der Name “maschinelles Oberflächenhämmern”.
Durch den Impuls erfolgt im Vergleich zum Festwalzen noch einmal eine tiefere Beeinflussung der Randzone. Grundsätzlich können aber die gleichen Effekte erreicht werden:
- Einbringen von Druckeigenspannungen
- Kaltverfestigung
- Härtesteigerung
So funktioniert das maschinelle Oberflächenhämmern im Detail
Neben den bekannten Technologien "Glatt- und Festwalzen" oder auch "Kugelstrahlen" ist das maschinelle Oberflächenhämmern, kurz MOH oder MHP (engl. Machine Hammer Peening) ein vergleichsweise neues Verfahren. Bei diesem wird ein Hämmereinsatz mit hoher Frequenz auf die Oberfläche des Bauteils geschlagen. Es ist damit ein inkrementelles Umformverfahren der Oberfläche.
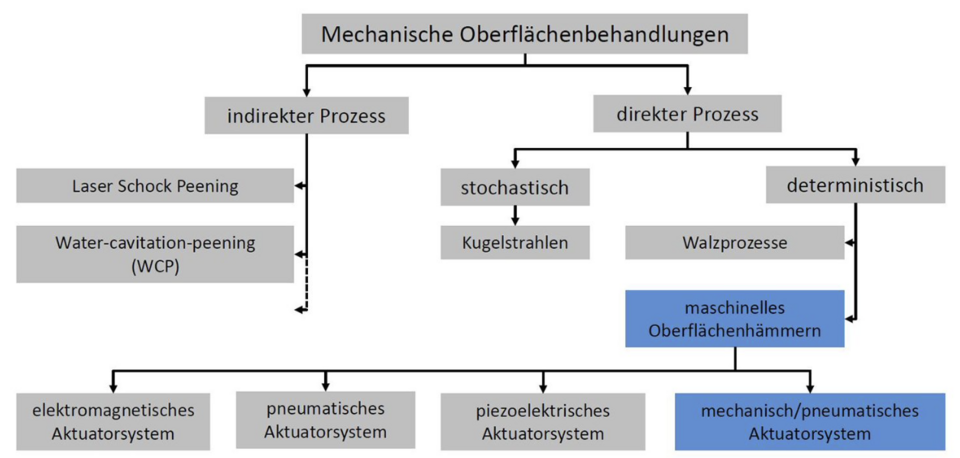
Anders als beim Glatt- oder Festwalzen befindet sich das Werkzeug also nicht kontinuierlich im Kontakt mit der Oberfläche. Wie beim Kugelstrahlen wird die kinetische Energie des Werkzeugs genutzt, um durch einen Impuls das Material umzuformen. Allerdings ist die Schlagenergie eines einzelnen Schlags beim Hämmern um ein Vielfaches größer als beim Strahlen, weshalb die Randzone durch diese Technologie noch einmal tiefer beeinflusst wird als bei allen anderen Verfahren.
Der Hämmerprozess selbst wird durch unterschiedliche Prozessparameter bestimmt. Dazu zählen u.a. natürlich die Größe und Form des Hämmerkopfes. Üblicherweise werden hier Halbkugeln mit Radien zwischen 4 und 25 mm verwendet. Auch durch den Bahnabstand und das Verhältnis von Schlagfrequenz und Vorschubgeschwindigkeit wird das Einschlagbild auf der Oberfläche bestimmt. Der inkrementelle Umformprozess führt hier zu einer regelmäßig strukturierten Oberfläche, die der Oberflächengestalt nach dem Kugelstrahlen ähnelt, sich jedoch durch den regelmäßigen Abstand zwischen den Einschlagpunkten unterscheidet. Der letzte wichtige Parameter beim Hämmern ist die Schlagenergie. Sie bestimmt den Verformungsgrad und damit die Stärke der Randzonenbeeinflussung.
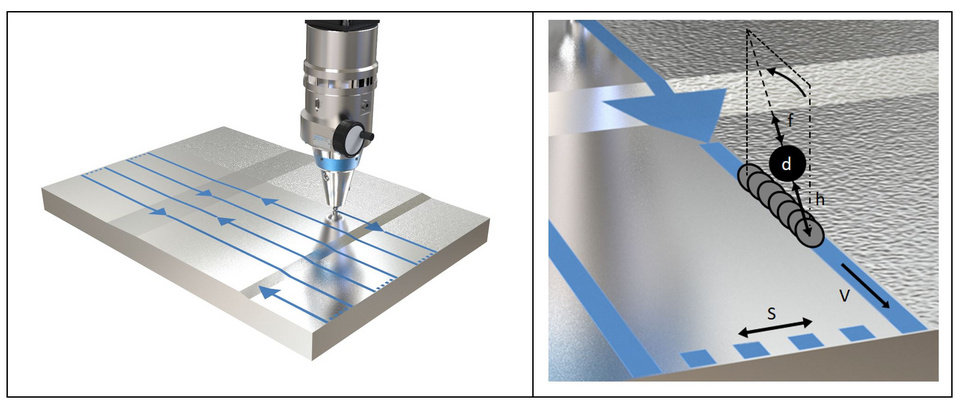
* Hub h, Bahnabstand s, Vorschub v, Hammerkopf-Durchmesser d, Hämmerfrequenz f
Die dargestellten Parameter beschreiben jeden Hämmerprozess, unabhängig von der Werkzeugbauform. Je nach Hersteller werden unterschiedliche Werkzeugsysteme angeboten. Die Oszillation des Hammerkopfes wird dabei immer auf unterschiedliche Art und Weise erreicht, zum Beispiel elektromagnetisch oder durch ein pneumatisches System. Im Gegensatz zum Werkzeugansatz von ECOROLL benötigen alle anderen Werkzeugsysteme eine zusätzliche Energieform in der Maschine. ECOROLL setzt bei ECOpeen auf ein autarkes System, welches direkt in die Frässpindel eingespannt werden kann und durch die Rotation der Spindel angetrieben wird.

Die ersten Anwendungen für das maschinelle Oberflächenhämmern waren die Nachbehandlung von Schweißnähten und das Glätten von Gesenken im Werkzeug- und Formenbau. Bei der Bearbeitung von Schweißnähten werden heute oftmals mobile Systeme direkt auf der Baustelle eingesetzt. Diese Systeme sind zwar sehr praktisch, allerdings ist die gleichbleibende Qualität des Prozesses nicht gewährleistet. Die Handführung des Werkzeugs liefert kein konstantes Ergebnis, wodurch Nachbearbeitungen notwendig werden.
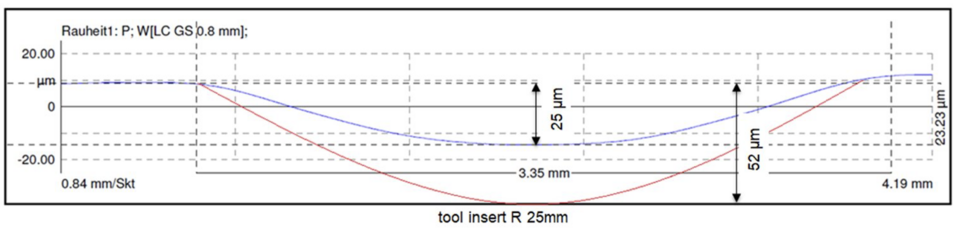
Insgesamt kann durch das maschinelle Oberflächenhämmern die Oberflächenrauheit eines Bauteils signifikant reduziert werden. Durch die hohe Schlagenergie ist es unproblematisch möglich, Rauheitswerte von Rz < 1 µm zu erreichen. Es wurde auch bereits das gezielte Strukturieren von Oberflächen, zum Beispiel für Schmiertaschen, untersucht. Der größte Vorteil liegt aber in den deutlich größeren Druckeigenspannungen. Durch den Schlagimpuls ist die Wirktiefe der Druckeigenspannungen noch größer als beim Walzen. Verschiedene Messungen haben gezeigt, dass mit dem maschinellen Oberflächenhämmern Eigenspannungen bis in eine Tiefe von 4 bis 4,5 mm eingebracht werden können. Und dies ist gerade für große Bauteilen entscheidend, wenn die Lebensdauer gesteigert werden soll.