Glattwalzen - Mit wenig Aufwand zu glatten Oberflächen
Das Besondere am Glattwalzen
Kurzbeschreibung
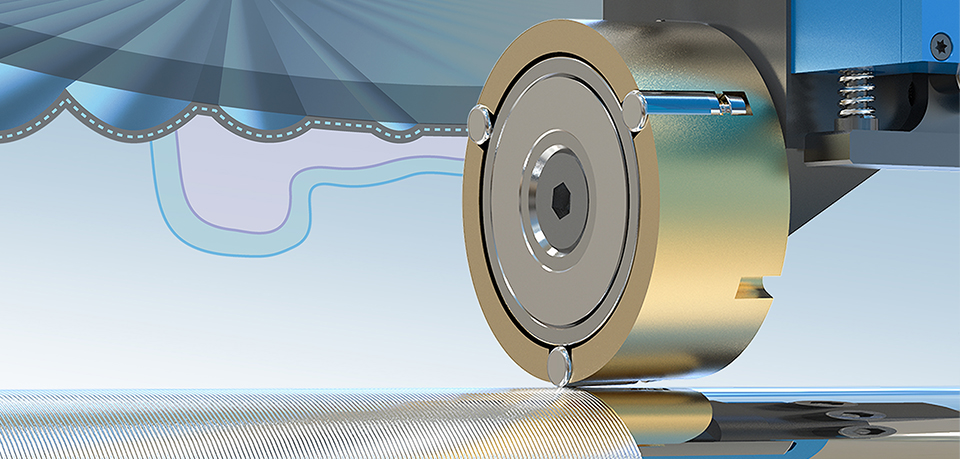
Es geht beim Glattwalzen darum, die Oberfläche eines Bauteils durch eine Umformung der Rauheitsspitzen einzuglätten. Dabei wird eine Walzrolle auf die Oberfläche gepresst und über die Oberfläche geführt. Dabei kommt es zu einer plastischen Verformung der Rauheitsspitzen.
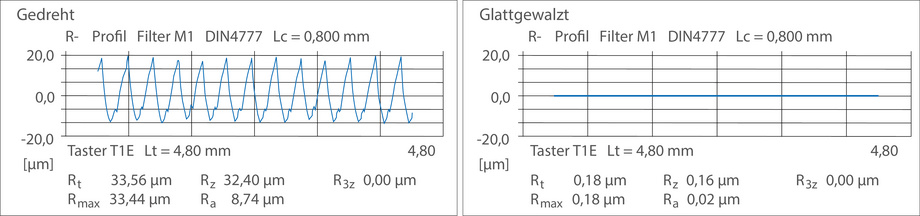
Das Glattwalzen ist ein hoch produktiver Prozess, bei dem die Rauheit abhängig vom Werkstoff um 50 - 95% gegenüber der Vorbearbeitung eingeglättet werden kann. Eine Oberflächenqualität unter Rz = 1µm ist bei nicht gehärteten Stählen oder Aluminiumlegierungen durch einen Glattwalzprozess leicht zu erreichen.
Der Vorteil ist, dass das Verfahren ohne einen Materialabtrag auskommt und auf üblichen Bearbeitungsmaschinen direkt nach der Zerspanung eingesetzt werden kann. Aufwändige Polier- oder Schleifoperationen können somit entfallen.
Im Ergebnis bedeutet das für Ihr Bauteil:
Glattwalzen erzielt eine deutlich reduzierte Oberflächenrauheit in einer Aufspannung ohne Materialabtrag und ohne aufwändige Polier- und Schleifprozesse.
Im Video
SO FUNKTIONIERT EIN GLATTWALZPROZESS IM DETAIL
Das Glattwalzen ist ein Verfahren zur mechanischen Oberflächenbearbeitung. Diese spezielle Gruppe der Nachbearbeitungsverfahren ist darauf ausgelegt, die Oberflächen- und Randzoneneigenschaften von Bauteilen gezielt positiv zu beeinflussen. Zu dieser Verfahrensgruppe zählen unter anderem auch das Kugelstrahlen, das Festwalzen oder das maschinelle Oberflächenhämmern. All diese Verfahren haben gemein, dass nach der Zerspanung die Oberfläche durch eine rein mechanische Beeinflussung in ihrer Gestalt und ihren Eigenschaften verändert wird.
Das Glattwalzen ist eng verwandt mit dem Prozess des Festwalzens. Bei beiden Verfahren wird ein definierter Walzkörper mit einer präzise festgelegten Kraft auf die Oberfläche gepresst. Durch die entstehenden Flächenpressungen wird das Material an der Oberfläche und innerhalb der Randzone plastisch sehr lokal verformt. Anders als beim Festwalzen liegt der Fokus des Glattwalzens auf der gezielten Verbesserung der Oberflächenrauheit, um zum Beispiel die Reibung zwischen zwei Oberflächen zu reduzieren. Das Glattwalzen verfolgt die gleiche Zielsetzung wie Honen, Schleifen oder Polieren, bietet aber viele technische und wirtschaftliche Vorteile. Das Glattwalzen ist demnach ein umformendes Verfahren zur Erzeugung von hochwertigen, glatten Oberflächen oder Oberflächen mit einer definierten Oberflächenstruktur.
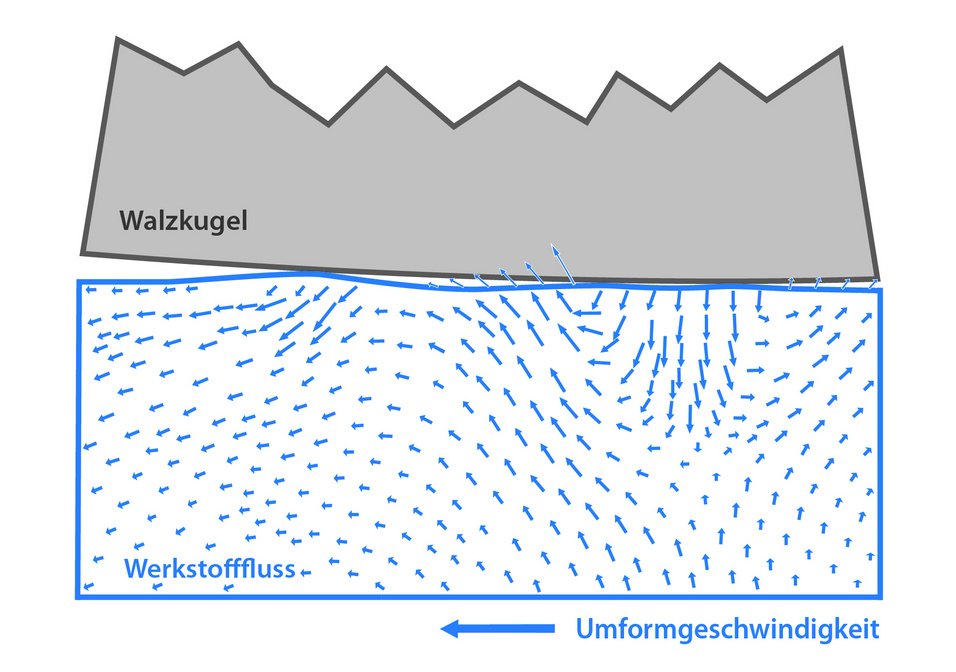
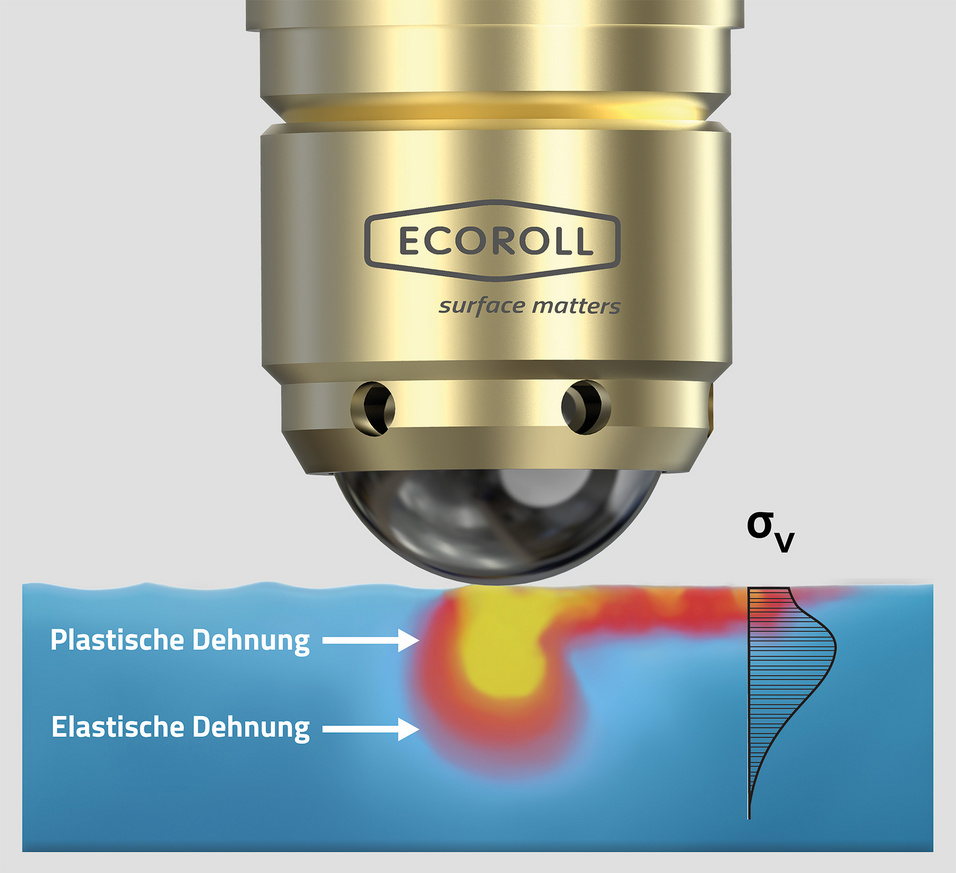
Beim Umformvorgang hat der Walzkörper zunächst Kontakt mit den Rauheitsspitzen der Oberfläche. Erreichen die auftretenden Spannungen (vgl. Hertzsche Pressung) den Wert der Streckgrenze des jeweiligen Materials, führt dies zu einer plastischen Verformung der Rauheitsspitzen. Das Material wird dabei in die Oberfläche eingedrückt. Aufgrund des Grundsatzes der Materialerhaltung beim Umformen, muss der Werkstoff an eine andere Stelle der Oberfläche fließen. Daher werden die Rauheitstäler der Oberfläche mit Material aufgefüllt, und es kommt zu einem gleichzeitigen Absenken der Rauheitsspitzen und Anheben der Rauheitstäler, so dass eine glatte Oberfläche entsteht.

Aufgrund dieses Umformvorgangs muss zwischen dem Glattwalzen von weichen (<45 HRC) und harten (>45 HRC) Werkstoffen unterschieden werden. Mit zunehmender Härte verliert der Werkstoff seine Eigenschaft bei den auftretenden Kontaktpressungen zu fließen. Aufgrund der Definition der Eigenschaft „Härte“ ist es leicht nachvollziehbar, dass der Walzkörper bei einer hohen Härte nicht so tief in die Oberfläche eindringen kann. Das zu erreichende Prozessergebnis unterscheidet sich daher auch stark bei unterschiedlichen Bauteilhärten. Ist bei einem weichen Werkstoff eine Reduzierung der Oberflächenrauheit um 95 % im Vergleich zur Ausgangsrauheit möglich, so kann beispielsweise bei der Bearbeitung von Wälzlagern mit einer Härte von 62 HRC die Oberflächenrauheit lediglich noch halbiert werden.
Das Verfahren wird immer dann eingesetzt, wenn die geforderte Oberflächenqualität durch einen Zerspanprozess nicht prozesssicher oder nicht produktiv erreicht werden kann. Aufgrund des umformenden Prozesses ist der Einfluss des Werkzeugverschleißes auf die Oberflächenrauheit beim Glattwalzen deutlich geringer als beim Drehen oder Fräsen. Somit kann durch das Glattwalzen die Prozesssicherheit signifikant gesteigert werden, und auch kleinere Toleranzfelder können sicher erreicht werden. Vergleicht man beispielsweise die Produktivität des Schlichtdrehens mit dem Walzen, wird schnell deutlich, dass mit deutlich höheren Vorschüben das Walzen einen Vorteil gegenüber dem Drehen hat.
Glattgewalzte Oberflächen haben in der Regel eine Rauheit von kleiner Rz = 1 µm oder Ra = 0,1 µm. Das Oberflächenprofil ist eher dadurch gekennzeichnet, dass es glatt und abgerundet ist, so dass die Tragfähigkeit der Oberfläche gesteigert ist. Neben der Glättung führt das Verfahren auch immer zu einer Verfestigung der Oberfläche, die allerdings nicht gezielt gesteuert wird, sondern vielmehr eine positive Begleiterscheinung darstellt.
Das Glattwalzen kann üblicherweise auf Dreh- und Fräsmaschinen eingesetzt werden und ist je nach Werkzeuggeometrie für die Bearbeitung unterschiedlicher Bauteile geeignet. Hier hat die ECOROLL AG Werkzeugtechnik, verschiedene Werkzeugtypen entwickelt, um beispielsweise Bohrungen, Planflächen, Konusflächen und auch Freiformflächen zu bearbeiten.