

Effiziente Bohrungsbearbeitung mit höchster Genauigkeit
Bohrungen sind ein elementares Konstruktionselement von mechanischen Bauteilen. Sie übernehmen viele führende oder positionierende Aufgaben und unterliegen damit natürlich unterschiedlichen Anforderungen. Es können Anforderungen hinsichtlich der Geometriegenauigkeit (Verlauf, Rundheit oder Dimension) oder aber auch an Festigkeit sowie Oberflächeneigenschaften sein.
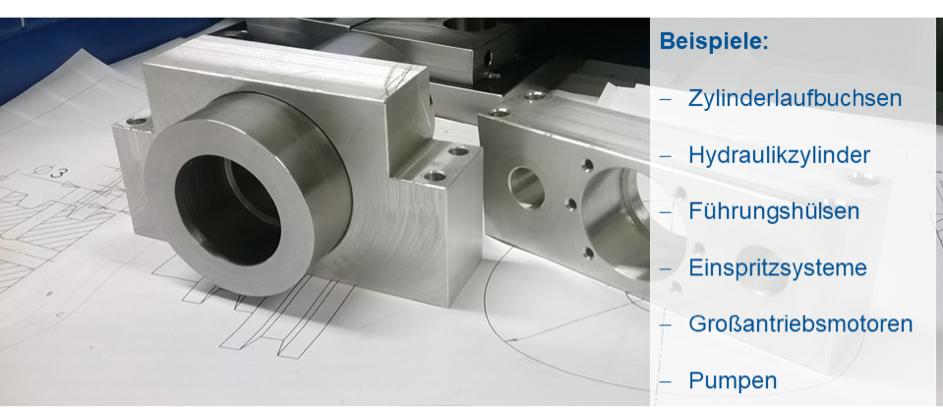
Bekannte Beispiele für Bohrungen mit besonders hohen Oberflächenanforderungen sind Hydraulikzylinder, Führungshülsen oder auch, der Klassiker aus dem Automobil, die Zylinderlauffläche. Bei all diesen Bohrungen kommt es auf besonders hohe Anforderungen an die Form, aber vor allem auch an die Oberflächenqualität an. Zylinderlaufflächen werden auf speziellen Maschinen durch einen Honprozess gefinished. Dabei wird eine spezifische Oberflächentopografie hergestellt, um die Reibung im Betrieb des Motors zu minimieren.
Gleichzeitig sind Bohrungen aber auch immer Schwächungen der mechanischen Struktur, und es kann bei dynamischer Belastung zu Rissinitiierungen kommen. Prominentes Beispiel hierfür sind Kühlbohrungen in Kurbelwellen. Die Torsionsbelastung kann in diesem Fall zum Anriss am Bohrungseintritt führen.
Ein Mittel zur Optimierung der Bohrungseigenschaft ist die mechanische Oberflächenbearbeitung. Durch Glattwalzen, Festwalzen oder auch Kugelstrahlen können die Oberflächen- und Randzoneneigenschaften gezielt optimiert werden. Dadurch kann auf produktive Weise in der Fertigung die Rauheit minimiert oder aber Druckeigenspannungen eingebracht werden, um die Lebensdauer unter dynamischer Last zu steigern.
Werkzeuge für das Glatt- und Festwalzen von Bohrungen
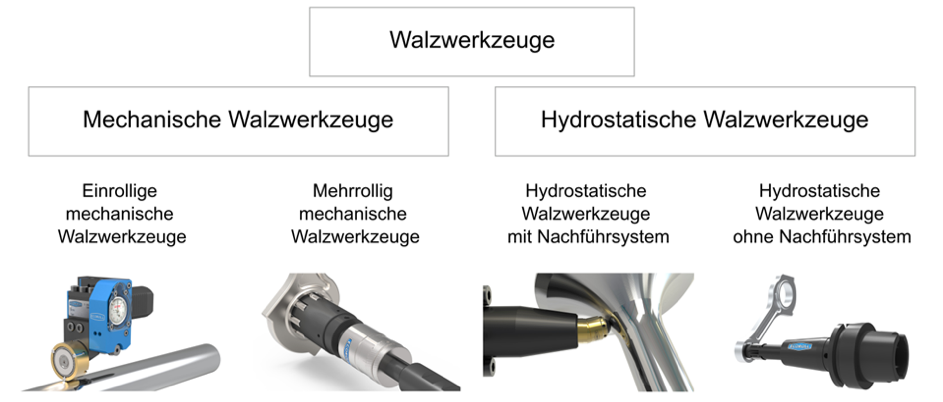
Beim Glatt- und Festwalzen gibt es unterschiedlichste Werkzeugkonzepte, um Bohrungen prozesssicher und vor allem produktiv zu bearbeiten. Grundsätzlich unterscheidet man zwischen mechanischen und hydrostatischen Walzwerkzeugen. Bei der Bohrungsbearbeitung wäre der klassische Ansatz das Glattwalzen mit mehrrolligen mechanischen Walzwerkzeugen. Aufgrund der genaueren Prozessführung eignen sich allerdings hydrostatische Walzwerkzeuge besser, um gezielt das Bauteil zu verfestigen.
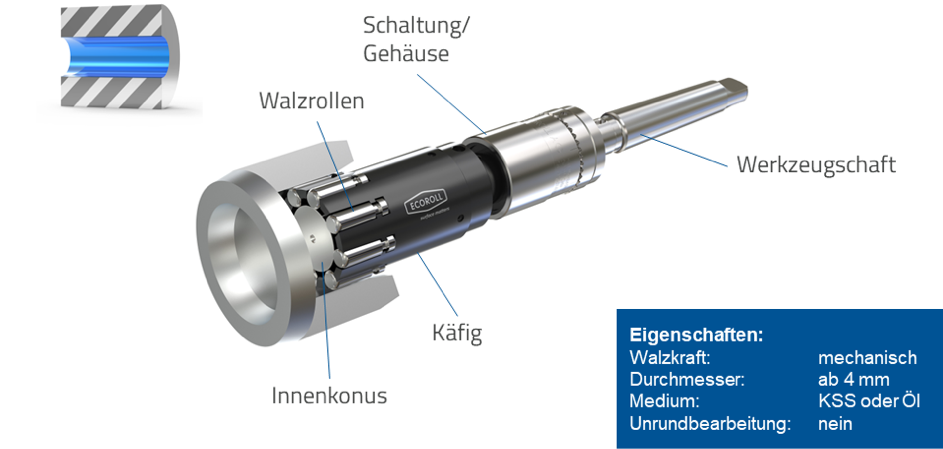
Mehrrollige mechanische Werkzeuge
Dieser Werkzeugtyp ist durch einen sehr einfachen Aufbau gekennzeichnet. Das Funktionsprinzip ist im Grunde einem Wälzlager nachempfunden. Das Werkzeug besteht aus einer Einspannung, einem Gehäuse, einem Innenkonus, einem Käfig und den auf dem Umfang angeordneten Walzrollen. Der Konus entspricht dem Innenring eines Wälzlagers. Die Walzrollen sind gleichmäßig über den Umfang des Werkzeugs verteilt und werden durch den Käfig in Position gehalten und geführt.
Ein solches Werkzeug wird immer durchmesserspezifisch ausgelegt. Über eine Einstellvorrichtung im Gehäuse kann der Innenkonus in axialer Richtung verschoben werden. Dadurch verändert sich der Fliehkreisdurchmesser der Walzrollen, und der Walzdurchmesser wird kleiner oder größer. Somit kann das Werkzeug bezogen auf den ausgelegten Durchmesser minimal im Bearbeitungsdurchmesser angepasst werden.
Der Grad der Materialumformung wird durch das eingestellte Übermaß zur Bohrung bestimmt. Für den Prozess stellt der Maschinenbediener das Übermaß am Werkzeug ein. Das Werkzeug wird dann rotierend axial in die Bohrung verschoben. Kinematisch entspricht der Prozess einem Bohrprozess. Allerdings können durch den Einsatz von mehreren speziellen Walzrollen deutlich höhere Vorschübe pro Umdrehung eingestellt werden. Es ist möglich, mit Vorschubwerten von bis zu 3 mm pro Umdrehung in die Bohrung hineinzufahren.
Ein weiterer Vorteil dieses Werkzeugtyps besteht darin, dass mehrere Walzrollen im Eingriff sind und dadurch die mechanische Belastung des Walzprozesses ausgeglichen wird. Alle radial wirkenden Kräfte werden im Konus aufgefangen und gleichen sich aus. Die resultierende axiale Kraft in Vorschubrichtung ist aufgrund des geringen Winkels des Konus minimal und stellt keine Herausforderung für Werkzeugmaschinen dar.
Da beim Glattwalzen die Prozessführung nicht so streng kontrolliert werden muss und das Prozessergebnis weniger stark auf Kraftschwankungen reagiert, eignet sich dieses Werkzeug gut für den Prozess. Durchmesserschwankungen bei der Vorbearbeitung wirken sich hier natürlich unmittelbar auf die Walzkraft aus, wodurch das Entstehen von Druckeigenspannungen oder verfestigten Gefügestrukturen beeinflusst wird. Die resultierende Rauheit wird von der Walzkraft in diesem Bereich allerdings weniger beeinflusst.
Hydrostatische Walzwerkzeuge für die Bohrungsbearbeitung
Im Gegensatz zu den mehrrolligen Glattwalzwerkzeugen eignen sich hydrostatische Walzwerkzeuge sehr gut zum Festwalzen. Bei diesem Werkzeugtyp wird die Walzkugel mit einem Hydraulikmedium auf die Oberfläche gepresst. Damit ist die Kraft nur vom Walzdruck abhängig, nicht aber vom Durchmesser der Vorbearbeitung.
Auch hier gibt es speziell für die Bohrungsbearbeitung ausgelegte Werkzeuge. Diese bestehen ebenfalls aus einer individuell gestalteten Einspannung für die Werkzeugmaschine sowie einem Walzkopf mit zwei gegenüberliegenden Walzkugeln. Die Walzkugeln werden über Pratzen im Walzkopf fixiert. Zusätzlich kann das Werkzeug mit einer Spüldüse ausgestattet sein. Diese nutzt das Hydraulikmedium mit dem Walzdruck, um die Oberfläche vor dem Walzen zu säubern, damit keine Partikel, Späne oder ähnliches eingewalzt werden.
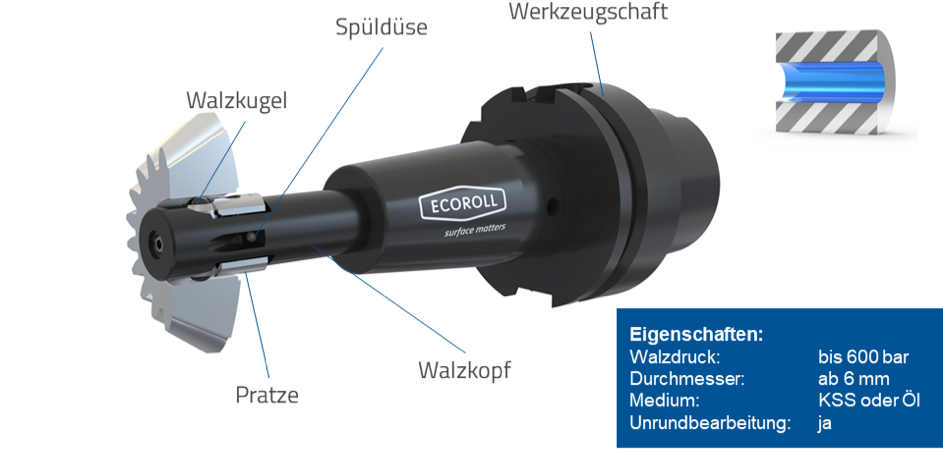
Der Walzdruck bei hydrostatischen Walzwerkzeugen kann bis zu 600 bar betragen. Bei der Bohrungsbearbeitung ist der Kugelhalter hier der bestimmende Teil, so dass der maximale Walzdruck von Werkzeug zu Werkzeug variieren kann. Schließlich muss die Walzkugel immer sicher im Kugelhalter fixiert sein und darf nicht über den anliegenden Druck herausgedrückt werden.
Auch diese Werkzeuge sind für einen bestimmten Durchmesser ausgelegt. Allerdings muss die Bohrung nicht exakt rund sein. So können auch ovale Bohrungen oder sogenannte Trompetenformen bearbeitet werden. Die Kugel besitzt ein geringes Spiel im Kugelhalter und legt sich so über den Walzdruck immer mit der gleichen Walzkraft an die Oberfläche an.
Die Prozesskinematik entspricht auch hier der eines klassischen Bohrprozesses. Mit rotierendem Werkzeug oder Werkstück verfährt das Werkzeug mit einem definierten Vorschub ins Bauteil. Im Vergleich zum mehrrolligen mechanischen Werkzeug können hier allerdings nur deutlich geringere Vorschübe eingesetzt werden. Die Kontaktfläche zwischen Kugel und Bohrung ist einfach deutlich kleiner, so dass übliche Vorschübe im Bereich von 0,1 – 0,3 mm verwendet werden.
Glatt- und Festwalzprozesse verbessern durch einen effizienten Fertigungsprozess die Qualität von Bohrungen
Der Einsatz von mechanischen oder hydrostatischen Werkzeugen für die Bohrungsbearbeitung bietet eine hervorragende Möglichkeit, die Qualität einer Bohrung gezielt zu verbessern. Der Prozess ist in der Lage, aufwändige Schleif- oder auch Reibprozesse zu ersetzen und so die Fertigung auch hinsichtlich der Kosten zu optimieren.