

Hochproduktives Glattwalzen von Großbauteilen
Die Herstellung von Großbauteilen ist komplex und anspruchsvoll. Zum einen entstehen alleine durch die Größe des Bauteils bereits vor dem ersten Span erhebliche Rohmaterialkosten, so dass Fehlerbauteile unbedingt zu vermeiden sind. Zum anderen sind die Anforderungen an diese großen Bauteile ausgesprochen hoch, da nicht nur kleine Form- und Lagetoleranzen eingehalten, sondern auch häufig eine besonders hohe Oberflächengüte erzielt werden müssen. Bei zylindrischen Großbauteilen mit einer Oberflächengüte im Bereich von Rz = 1-4 µm sind extrem lange Fertigungszeiten gerade für das Schlichten einzuplanen, wodurch die Bearbeitung sehr teuer wird.
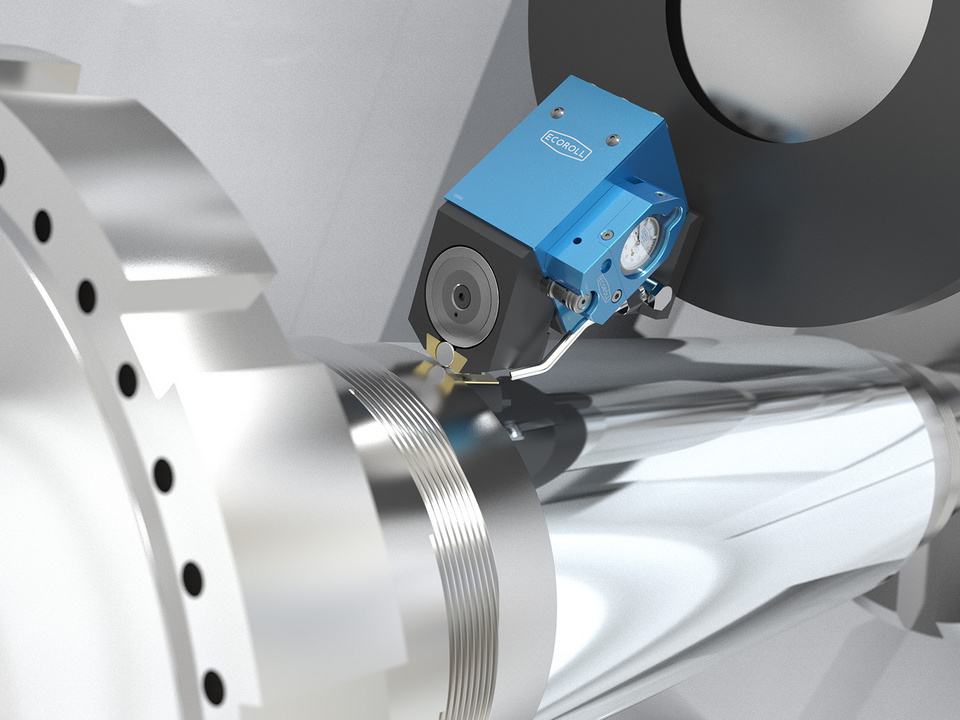
Eine wirtschaftliche Alternative für das Herstellen dieser hohen Oberflächengüte ist das Glattwalzen. Beim Glattwalzen wird eine Walzrolle mit einer definierten Kraft auf die Oberfläche gepresst. Durch eine lokale Umformung der Rauheitsspitzen wird die Oberfläche eingeglättet und ein Rz-Wert im oben beschriebenen Bereich spielend erreicht
Grundsätzlich stehen für das Glattwalzen unterschiedliche Werkzeugtypen zur Verfügung, die alle in bestehende Drehmaschinen einfach integriert werden können. Man unterschiedet dabei zwischen mechanischen und hydrostatischen Walzwerkzeugen. Bei den mechanischen Werkzeugen wird eine Walzrolle über eine mechanische Kraft auf die Oberfläche gepresst. Hydrostatische Werkzeuge arbeiten mit einer Walzkugel, die per Hydraulikdruck die Oberfläche bearbeitet.
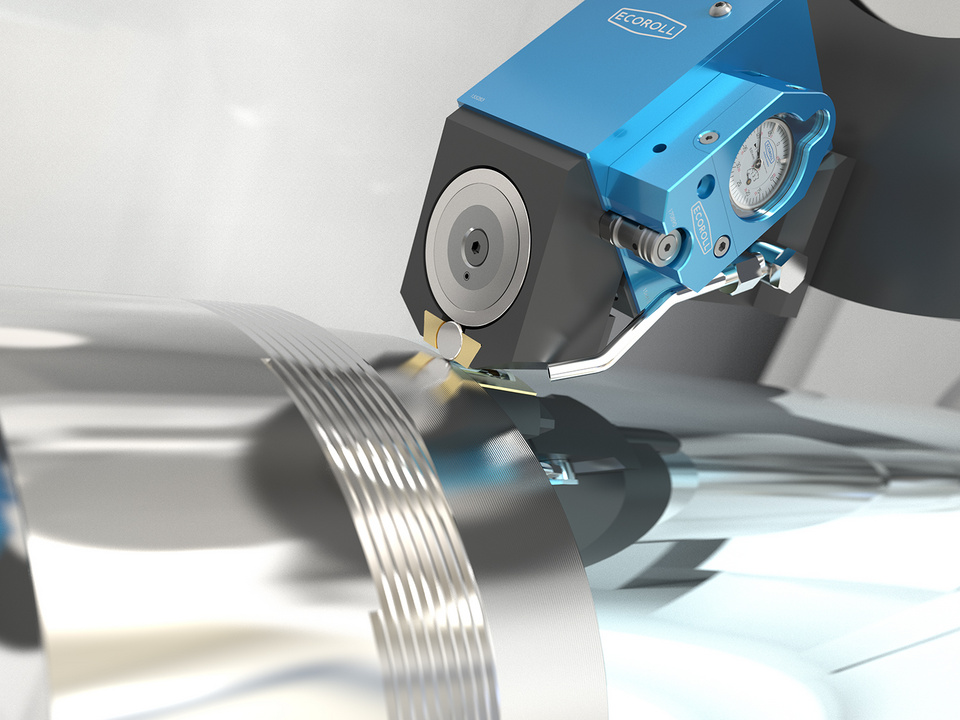
Für die Bearbeitung von Großbauteilen eignen sich die einrolligen mechanischen Werkzeuge mit einer Stützrolle sehr gut. Das Bild zeigt ein solches EG14-Werkzeug.
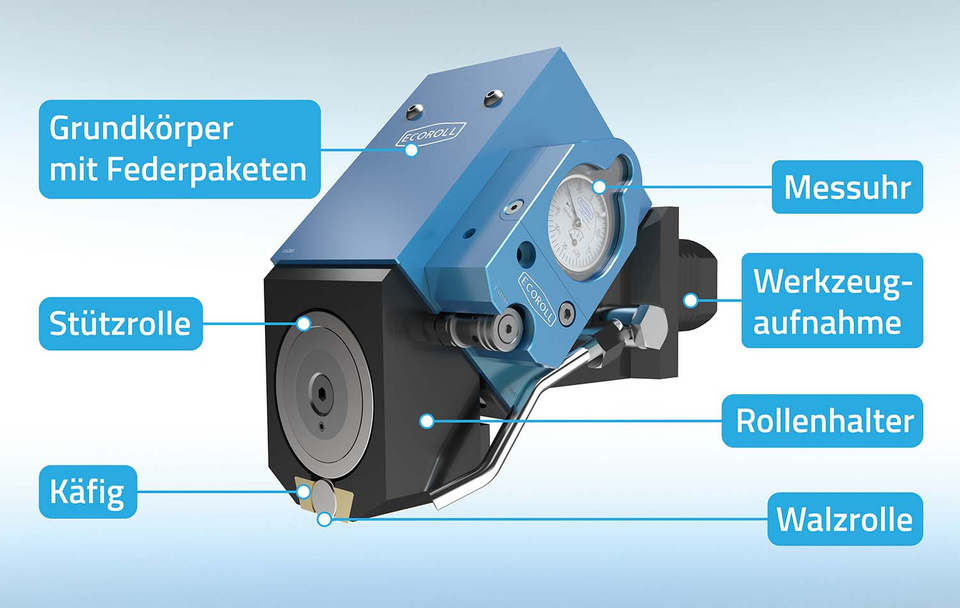
Das Werkzeug wird über die Spannleiste oder die Werkzeugaufnahme in die Werkzeugmaschine eingespannt. Im Grundkörper befinden sich Blattfederpakete, die ausgelängt werden, wenn die Walzrolle gegen das Bauteil gepresst wird. Über die Auslenkung der Federn kann dann die Walzkraft gezielt eingestellt werden. Die Walzrolle selbst wird zwischen Bauteil und Stützrolle eingeklemmt, und durch die Rotation des Bauteils rollt die Walzrolle auf der Oberfläche ab. Gehalten wird die Rolle in einem Käfig. Die Kraft wird über die Stützrolle auf die Walzrolle übertragen.
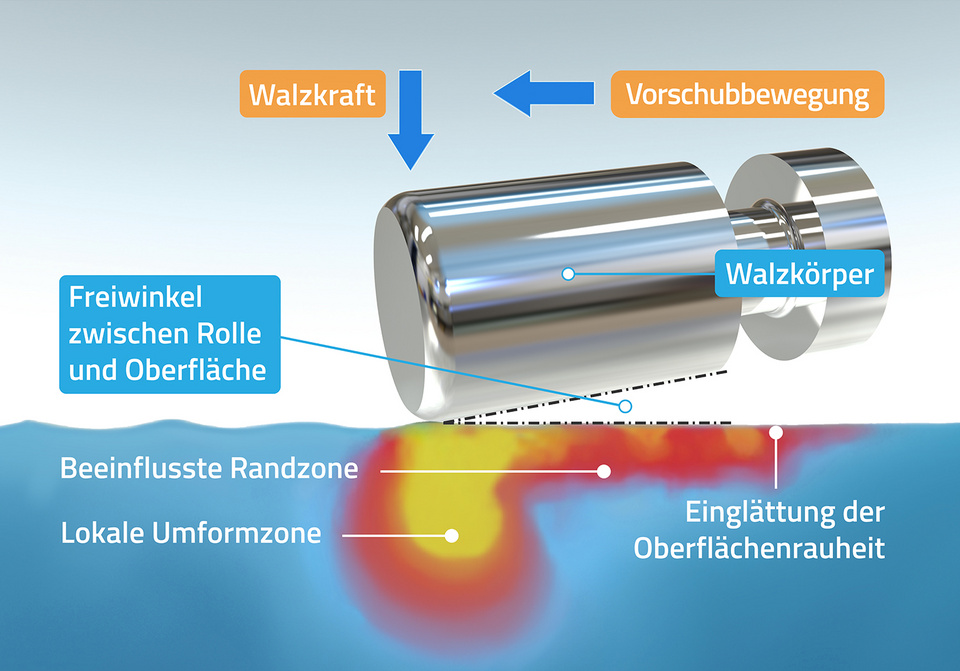
Die Walzrolle liegt dabei nicht vollflächig auf der Oberfläche auf, sondern ist mit einem Freiwinkel nur im Bereich des Rollenradius mit dem Werkstück in Berührung. Beim Eindringen der Rolle aufgrund von lokalen Verformungen bildet sich eine Tropfenform ab, die je nach Kraft und Freiwinkel eine Länge von mehreren Millimetern aufweisen kann. In der Kontaktzone wird dann der Werkstoff verformt und die Rauheitsspitzen werden durch Überschreiten der Fließspannung heruntergedrückt.
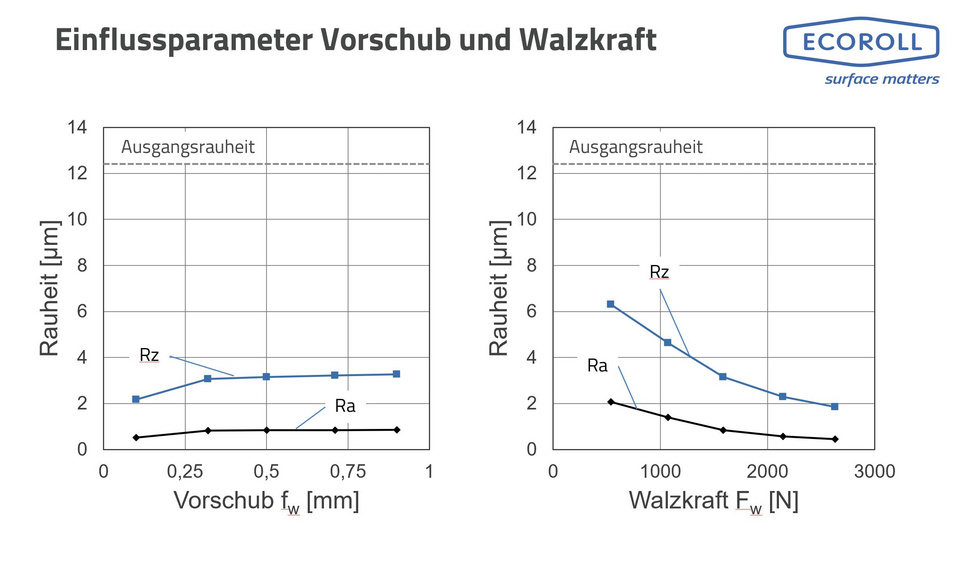
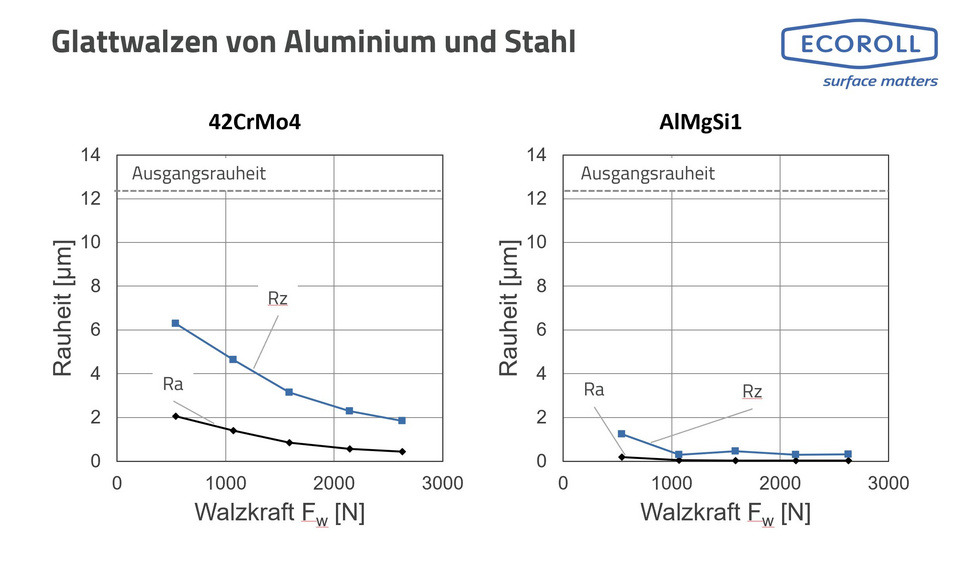
Aufgrund der langen Kontaktfläche ist es möglich, sehr hohe Vorschubwerte mit diesem Werkzeug zu erzielen. Am Beispiel einer Bearbeitung von einem 42CrMo4-Stahl mit einer Ausgangsrauheit von ca. Rz = 12,5 µm nach dem Drehprozess kann gezeigt werden, dass zum einen mit zunehmender Walzkraft die Rauheit nach dem Walzen deutlich reduziert wird. Es ist aber auch ersichtlich, dass eine Erhöhung des Vorschubs von f = 0,1 mm auf f = 0,9 mm kaum eine Veränderung des Rauheitswertes mit sich bringt.
Für andere Werkstoffe gelten dieselben Zusammenhänge. Allerdings ist hierbei natürlich ein anderes Niveau der Rauheitsveränderung möglich. Wiederholen wir den Versuch mit der Kraftsteigerung für einen deutlich weicheren und weniger festen Werkstoff, wie beispielsweise ein Aluminium (AlMgSi1), dann ist zu erkennen, dass bereits bei einer Walzkraft von Fw = 1000 N das Maximum der Rauheitsverbesserung erreicht ist.
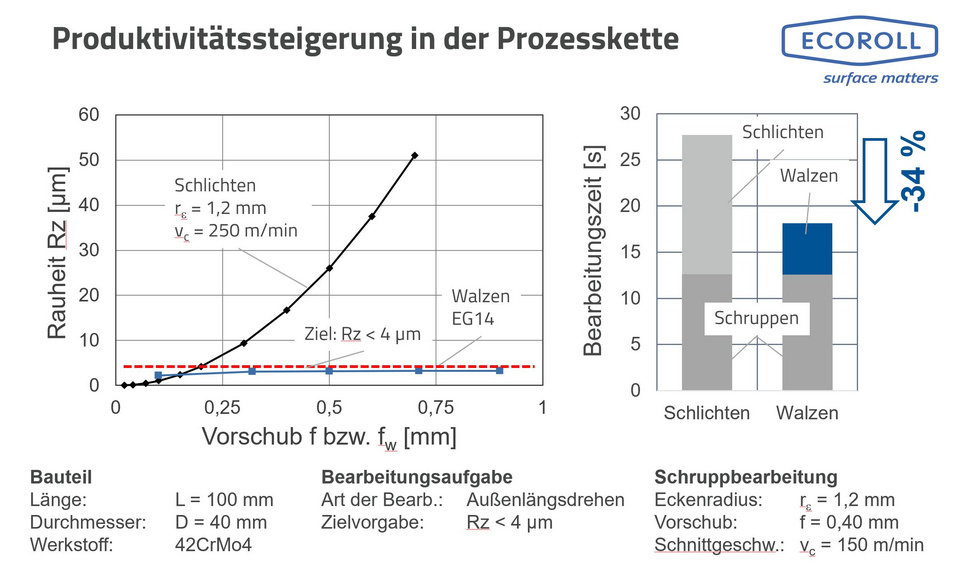
Interessant ist, dass diese Erkenntnis genutzt werden kann, um die Großbauteile besonders effektiv und wirtschaftlich zu bearbeiten. Ersetzt man beispielswiese in der üblichen Prozesskette aus Schruppen und Schlichten den Schlichtprozess durch einen Glattwalzprozess, so ist eine deutliche Reduktion der Bearbeitung möglich. Wird bei einem Bauteil ein Rz < 4 µm gefordert, so kann durch Schruppen und Schlichten die Bearbeitung mit einem Vorschub von f = 0,4 mm (Schruppen) bzw. f = 0,15 mm (Schlichten) durchgeführt werden.
Angenommen das Bauteil hat eine Länge von 100 mm und einen Durchmesser von 40 mm, so liegt die Gesamtbearbeitungsdauer bei ca. 27 Sekunden. Ersetzt man das Schlichten gegen das Glattwalzen mit einem EG14 Werkzeug und nutzt einen Vorschub von fw = 0,9 mm, so kann die Bearbeitungszeit auf ca. 18 Sekunden reduziert werden. Damit ist die Bearbeitung 34 % schneller und damit auch kostengünstiger. Hochgerechnet auf ein Bauteil mit einer Bearbeitungszeit von 8h, wäre dies eine Einsparung von fast 3h.
Zusammengefasst ist das Glattwalzen von Großbauteilen gerade durch den Einsatz von einrolligen mechanischen Walzwerkzeugen hochproduktiv und kosteneffizient möglich. Die Kontaktfläche ist bei diesen Werkzeugen so klein, dass die Walzkraft über eine herkömmliche Drehmaschine aufgebracht werden kann. Gleichzeitig ist sie aber über die Tropfenform gerade in Vorschubrichtung so groß, dass hohe Vorschübe eingesetzt werden können.