

Improvement of surface properties of cold-sprayed coating of Ti-6Al-4V by deep cold rolling (DCR) and controlled hammer peening (CHP) processes

Globalisation has steadily encouraged firms to engage in R&D collaborations to ensure competitiveness and substantial growth by placing a strong focus on innovation, where collaboration amongst professionals from different backgrounds and organisations is key.
As a research institute led by the Agency for Science, Technology and Research (A*STAR), Advanced Remanufacturing and Technology Centre (ARTC) is a contemporary platform that builds on strong public-private partnerships. With over 90 industry members in the consortium, ARTC collaborates with companies ranging from global multinational corporations (MNCs) to large local enterprises (LLEs), small-medium enterprises (SMEs) and start-ups. The membership ecosystem invigorates collaboration, where industry partners from different industries, public sector research institutes and academia collaborate to accelerate technology deployment and demonstrate new manufacturing technologies and processes as best practices for faster deployment in companies.
ECOROLL AG, Germany joined the Advanced Remanufacturing and Technology Centre (ARTC) membership consortium in 2014 with the goal to innovate and improve its position in the market progressively through constant developments and new applications. Since then, ECOROLL AG and ARTC have collaborated on several development projects. In this article, we place the spotlight on our collaboration on two well-established mechanical surface enhancement processes – deep cold rolling (DCR) and controlled hammer peening (CHP) as a post-processing of cold-sprayed Ti-6Al-4V coating on Ti-6Al-4V substrate.
Cold sprayed deposition coating is an emerging additive manufacturing (AM) technology which can be potentially used in the aerospace industry to repair damaged components made of expensive metal alloys. However, layers of cold sprayed deposits are prone to surface integrity issues such as high porosity, presence of tensile residual stresses and inadequate bonding between substrate and coating, leading to premature failures of the repaired components.
It is known that employing mechanical surface enhancements after the cold spraying process could improve the surface integrity of the components through the modification of their mechanical properties at the surface. To verify this, two well-established mechanical surface enhancement processes – deep cold rolling (DCR) and controlled hammer peening (CHP) were explored as post-processing methods to improve the surface quality of cold sprayed Ti-6Al-4V coating on Ti-6Al-4V substrate.
Two levels of process parameters for both DCR and CHP were used. Deep cold rolling (DCR) trials were conducted in Advanced Remanufacturing and Technology Centre (ARTC), Singapore while controlled hammer peening (CHP) trials were performed in ECOROLL AG, Germany. Surface roughness, hardness, residual stresses, porosity and deposition bond strength were evaluated before and after treatment with three repeats.
Key improvements from the collaboration between ECOROLL AG and ARTC
The team investigated the effect of mechanical post-peening on surface integrity of cold sprayed Ti-6Al-4V alloy by using two mechanical peening processes – deep cold rolling (DCR) and controlled hammer peening (CHP), which were explored to evaluate their capability to improve the quality of cold spray coating and the bonding between the coating layer and the substrate. Both DCR and CHP showed reduction in porosity and improvement in bond strength, where porosity was reduced from 9% to below 5% and bond strength was improved as seen from the shift of failure from cold sprayed interface to epoxy fixture during bond test. The hardness of the cold spray coating was approximately 1.28 times higher than that of the substrate. However, mechanical treatment did not bring any significant changes in hardness. High compressive residual stresses were induced in the coating after DCR and HCP, where compressive stresses as high as -900 MPa were recorded. CHP yielded significantly different compressive stresses in different directions (longitudinal and transverse), indicating its anisotropic nature. In addition, no significant difference in residual stresses was observed at the coating-substrate interface.
Experimental results indicate that both DCR and CHP processes, in addition to inducing compressive residual stresses, were also capable of reducing surface porosities and improving bond strength. Surface porosities was reduced to below 5% and bond strength increased beyond 80 MPa after post-peening by DCR and CHP.
Surface Roughness
Ti-6Al-4V alloy (Grade 5) was used in the study. Coupons of size 50 mm × 30 mm × 10 mm were used as substrate for cold spraying. The substrates were roughened using progressively finer grit of SiC paper and cleaned prior to spraying to achieve an average surface roughness of about 0.8 μm. The powder feedstock used was plasma-atomized Ti-6Al-4V powder, comprising primarily of spherical particles ranging from 3 μm to 90 μm diameter. After cold spraying, the deposited surface was grinded down to an average roughness of Ra 0.5 μm. The nominal thickness of deposition after grinding was set at 0.5 mm.
Porosity
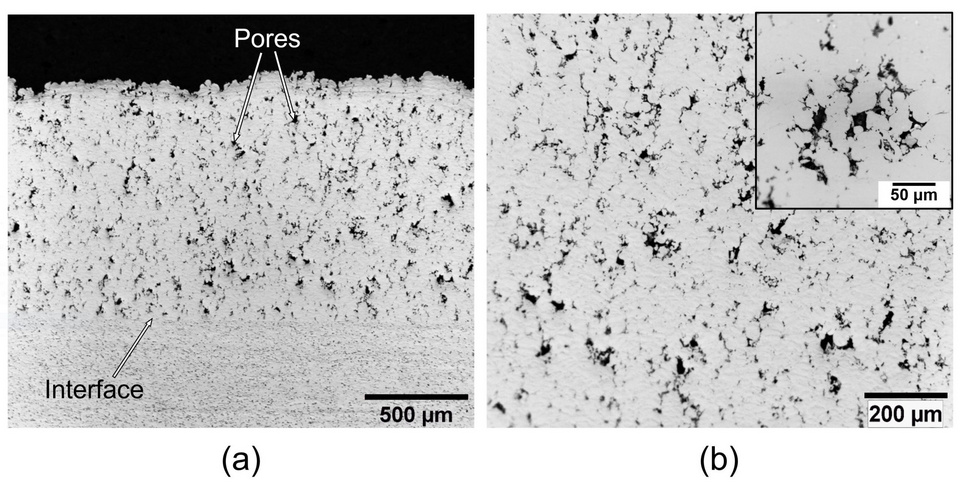
Figure 1 shows the cross-section micrograph of cold sprayed deposition coating. It is clearly seen that the coating layer has numerous pores. Measurement of the porosity using an optical microscope showed that the average porosity of cold sprayed coating layers ranged from 8.5% to 10%. Figure 1(b) shows the pores at a higher magnification, with several unfused powders observed inside some of the cavities. These powders might have remained unfused due to insufficient energy available during the cold spray process. However, it can be concluded that a good bonding between the coating and the substrate was achieved since there was no visible crack present at the interface.
Hardness
The hardness of the cold sprayed coating was found to be higher than that of the base material. The average hardness of cold sprayed Ti-6Al-4V alloy was found to be at 450 HV, while the substrate had a hardness of around 350 HV. This is due to the rapid plastic deformation during cold spraying process. However, no significant changes in the hardness of the cold sprayed layers was observed after the post-processing by both DCR and CHP.
Residual Stresses
The center-hold drilling (CHD) method was used for the measurement of residual stress state up to a depth of 1 mm below the surface. Figure 2 shows the residual stress profiles of different specimens along the depth before and after different surface treatment conditions. The location of interface between coating and substrate is denoted by red dotted lines. For the unpeened condition, mild compressive residual stresses were reflected in the coating. This suggests the dominant effect of peening stresses originating from the constant bombardment of high velocity spray particles, which are compressive in nature. However, both DCR and CHP had significant influence on the stress distribution in the coating layer, with most compressive stresses being developed in the coating layer. Compared to the coating layer, the residual stresses induced in the substrate were quite low. Furthermore, no distinct change was observed in residual stress state at the interface between coating and substrate. This suggests that the interface did not show any effect on dictating the stress profile of a cold sprayed coating by mechanical surface treatment when the same material (Ti-6Al-4V titanium alloy) was used as both substrate and coating.
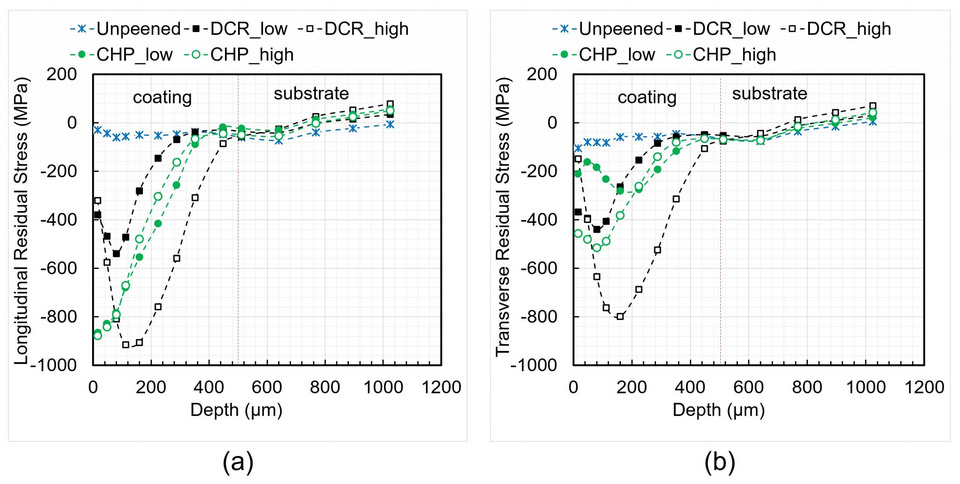
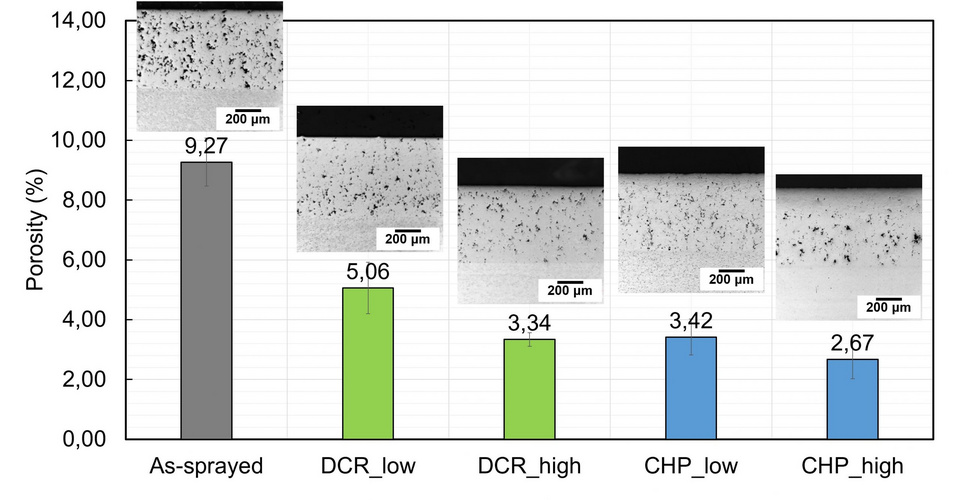
Figure 3 shows the reduction in the porosity of the cold sprayed coating before and after different surface treatment conditions. Processing at higher level conditions resulted in a higher reduction in porosity. There was a higher porosity reduction with CHP as compared to DCR for the range of parameters used in this work. The highest porosity reduction was achieved by CHP at higher level condition, where the porosity reduced from 9.3% to approximately 2.7%. The reduction in porosity by post-processing might be due to plastic deformation of the coating layer. A reduction in the coating thickness of approximately 20 – 40 µm was observed after DCR and CHP. This indicates both process have a considerably compacting effect on coating, which may be the main reason in the porosity reduction.
Deposition Bond Strength
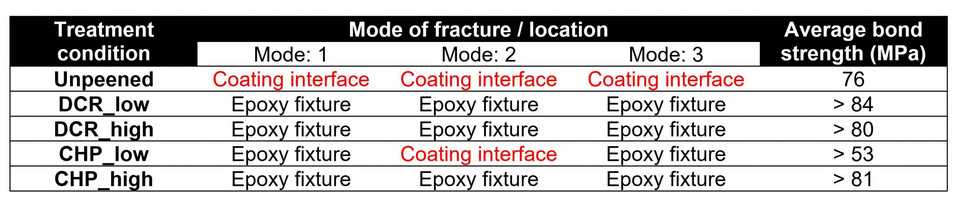
Table 1 shows the bond strength before and after different surface treatment conditions. Epoxy glue was used for joining between the fixtures and the specimen. Three modes of fracture loading were used. Failure for unpeened coupon occurred at the coating-substrate interface during the bond test, which exhibited a bond strength of about ~ 76 MPa. DCR treatment shows an improvement in bond strength between the coating and the substrate. For both high and low levels of DCR parameters, the bond strength of Ti-6Al-4V coating thickness exceeded the strength of epoxy (>80 MPa). Therefore, absolute bond strength after DCR could not be determined from the experiment. Similarly, CHP treatment also showed an improvement in bond strength of the coating. For the CHP process, the failure occurs in the epoxy fixture for all tests, except for one coupon treated under low CHP level. This might be due to defects in initial cold spray coating. In addition, both DCR and CHP have the capability to reduce porosity in the coating layer and induce compressive residual stresses in the coating. These are likely the reasons behind the improvement in the bond strength of the coating. However, the magnitude of improvement cannot be exactly quantified as the epoxy bond strength is the upper limit of this test.
The work presented above has been published in Metals journal under the title “Post-processing of cold sprayed Ti-6Al-4V coatings by mechanical peening”. (Ref. Maharjan, N.; Bhowmik, A.; Kum, C.; Hu, J.; Yang, Y.; Zhou, W. Post-Processing of Cold Sprayed Ti-6Al-4V Coatings by Mechanical Peening. Metals 2021, 11, 1038. https://doi.org/10.3390/met11071038