

Sichere Vorhersage der Eigenschaften festgewalzter Bauteile durch Prozesssignaturen

Das Festwalzen ist ein etabliertes Verfahren, das seine Leistungsfähigkeit im Bereich der Verfestigung bewiesen hat. Effekte wie eine Einglättung der Rauheitsspitzen, die Einbringung von hohen Druckeigenspannungen und eine Härtesteigerung u.a. durch Kaltverfestigung werden in der Praxis beobachtet und im akademischen Umfeld erforscht. Und obwohl die positiven Auswirkungen und die Grundzusammenhänge seit geraumer Zeit beleuchtet werden, fehlt es bis heute an einem ganz entscheidenden Schritt: Der Lösung des inversen Problems der Fertigungstechnik für das Festwalzen. Dahinter verbirgt sich die Antwort auf die Frage, mit welchen Parameterkombinationen ich einen gewünschten Randzonenzustand durch das Festwalzen erzeugen kann. Und zwar beim ersten Mal und ohne vorab umfangreiche Vorversuche fahren zu müssen.
Gerade bei Bauteilen mit hohen Anforderungen an die Leistungsfähigkeit, welche in kleinen Chargen oder sogar nur einmalig erzeugt werden, ist es wünschenswert, die Erfüllung der Anforderungen nach dem Prinzip „first-time-right“ sicher vorherzusagen. Bei angestrebten Funktionseigenschaften wie einer hohen Schwingfestigkeit ist dafür der Eigenspannungszustand von großer Bedeutung.
Wie sagt man nun aber den Eigenspannungszustand nach dem Festwalzen voraus, ohne entsprechende Untersuchungsreihen vorzuschalten?
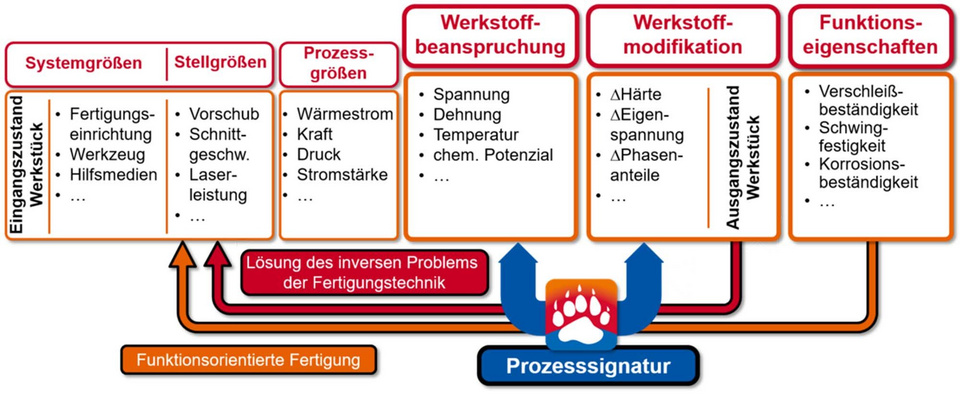
Einen Lösungsansatz hierzu präsentiert der transregionale Sonderforschungsbereich TRR 136 „Prozesssignaturen“, der seit 2014 an den Standorten Bremen, Aachen und Stillwater (USA) bearbeitet wird. Der Grundgedanke der Prozesssignaturen beruht auf der Annahme, dass nicht die Stellgrößen (Festwalzdrücke, Überrollgeschwindigkeiten, Vorschübe, …) oder Systemgrößen (z.B. Werkzeugdurchmesser) entscheidend für die Randzoneneigenschaften sind. Vielmehr reagiert der bearbeitete Werkstoff auf die inneren Lasten, die sich während der Bearbeitung im Material ausprägen. Diese sogenannten Beanspruchungen führen zu einer Veränderung (Modifikation) z.B. des Eigenspannungszustands. Auf die spannende Frage, ob diese Zusammenhänge zwischen der Beanspruchung und der Modifikation die Lösung des inversen Problems der Fertigungstechnik für das Festwalzen erlauben, können nun erste Antworten gegeben werden.
In den ersten acht Jahren der Forschungsarbeiten des SFB TRR 136 wurde der schon so etablierte Prozess des Festwalzens neu beleuchtet und besser verstanden. So zeigte sich, dass das Bearbeiten von Flächen ganz anderen Zusammenhängen unterliegt als das einmalige Einbringen einer Festwalzspur. Für beide Fälle lässt sich heute dank der aufgestellten analytischen und numerischen Modelle vorhersagen, welche Prozessparameter zu welchen Eigenspannungszuständen führen. Es hat sich bestätigt, dass dafür die im Material herrschenden Bedingungen während der Bearbeitung entscheidend sind. Die Suche nach den relevanten Beanspruchungsgrößen war dabei nicht einfach. Aber letztendlich konnte eine Ergebnislage publiziert werden, die das Potential der Prozesssignaturen aufzeigt.
Was können die veröffentlichen Zusammenhänge?
Die erarbeiteten Korrelationen zeigen in erster Instanz und nüchtern betrachtet auf, welche Beanspruchung im Material zu welchem Eigenspannungszustand führt. Eine Besonderheit ist dabei schon, dass dies nicht nur für die Oberflächeneigenspannungen sondern auch für wählbare Tiefen unter der Oberfläche möglich ist. So richtig hilfreich scheint eine Aussage wie „Eine von Mises Vergleichsdehnung von 0,113 sollte in einer 42CrMo4-Probe an der Oberfläche zu einem Eigenspannungswert von -900 MPa führen“ zunächst nicht. Spannend wird es erst dadurch, dass sich dieser Satz durch die weiteren bekannten Zusammenhänge übersetzen lässt. Dafür muss man den Weg in der Wirkkette Schritt für Schritt zurückgehen: Von den Beanspruchungen zu den Prozessgrößen und von den Prozessgrößen zu den Stellgrößen. Und so geben es die erzeugten Daten her, vorzugeben, dass eine für die geforderte von Mises Vergleichsdehnung eine Festwalzkraft von 430 N zu erzeugen ist, wie wir sie bei Verwendung eines Festwalzkugeldurchmessers von 6 mm und einem Festwalzdruck von 152 bar erreichen. Da ist sie dann, die erhoffte Stellgröße. Die Vorhersage wäre also, dass wir beim Anlegen eines Festwalzdrucks von 152 bar Oberflächeneigenspannungen an der Oberfläche von -900 MPa erwarten dürfen. Alles abgeleitet aus einer vollständig bekannten Wirkkette.
Klappt das auch?
Auch wenn das hier beschriebene Beispiel in sich schlüssig klingt, hat es uns natürlich interessiert, ob die Vorhersage auch zutrifft. Und so wurde eine neue Probe mit dem ziemlich krummen Wert des Festwalzdrucks von 152 bar, einer 6 mm Kugel und einem Vorschub von 0,1 mm bearbeitet. Sowohl interne als auch externe Messungen des Eigenspannungszustands zeigen eine experimentelle Abweichung von der Vorhersage von weniger als 3% auf. Das ist mit Blick auf die Charakteristika des Prozesses und der Messtechnik ein echter Volltreffer. Und damit ein toller Beleg dafür, dass es über Prozesssignaturen gelingen kann, das inverse Problem der Fertigungstechnik zu lösen. Allein eine Allgemeingültigkeit ist noch nicht gegeben.
Was sind die bisherigen Grenzen der Vorhersage?
Das beschriebene Beispiel betrachtet das Festwalzen von vergütetem 42CrMo4 und die Nutzung einer 6 mm Festwalzkugel mit einem Vorschub von 0,1 mm. Daten für die Verwendung eines abweichenden Kugeldurchmessers und variierter Vorschübe liegen vor und werden in die Prozesssignatur einfließen. Solange das noch nicht validiert wurde, ist es eine offene Hypothese, dass sich die Datenpunkte in die bisherigen Verläufe einbetten und diese somit auch für verschiedene Werkzeuge und Vorschübe die Prozesssignatur herangezogen werden können, um die Eigenspannungen vorherzusagen. Bei anderen Werkstoffen oder Werkstoffzuständen prägen sich im Material abweichende Beanspruchungen aus. Es wäre also einmalig im Modell der Zusammenhang neu zu erheben. Die Güte der bisherigen Ergebnisse lässt aber erwarten, dass ähnlich starke Aussagen und Vorhersagen getroffen werden können. Und zu guter Letzt haben wir bisher lediglich die Eigenspannungen als Randzoneneigenschaft beleuchtet. Weitere Modifikationen mit Relevanz für die spätere Funktionsprüfung werden in das Konzept der Prozesssignaturen integriert.
So trägt der SFB TRR 136 in seinen Arbeiten zum besseren Verständnis des Festwalzens bei und bleibt dabei anwendungsorientiert. Denn die Lösung des inversen Problems der Fertigungstechnik ist eng verbunden mit einer Produktivitätssteigerung und der Verbesserung der Leistungsfähigkeit festgewalzter Bauteile.
Literaturhinweis: Tobias Kinner-Becker, Matthias Hettig, Jens Sölter, Daniel Meyer: Analysis of internal material loads and Process Signature Components in deep rolling. CIRP Journal of Manufacturing Science and Technology, 35, 2021, 400-409.