Protect components from wear with hard surfaces

In mechanical engineering, a large number of components are subjected to high mechanical loads, either in the form of bending, compression, stretching and torsion, or often also as frictional load. The latter means that two bodies are pressed together and then move relative to each other. This creates high local loads on the surface and results in various forms of wear, such as abrasive wear.
As it is not particularly sustainable to replace these components repeatedly, the requirement here is to achieve the longest possible service life. The component surfaces must therefore be protected against wear, for which there are various options. For example, the surface can be coated with an ultra-hard wear protection layer. Alternatively, it can also be hardened locally using certain manufacturing processes, such as a laser hardening process. Alternatively, the surfaces can also be mechanically deformed and the edge zone properties specifically changed.
But what exactly happens during this process and what is the material property "hardness" in detail? The surface is the element of a component that is in direct contact with the environment. It is what can be seen of a component. Below the surface is the so-called edge zone. It is characterized by the fact that the manufacturing process changes the material properties immediately below the surface so that they differ from the properties of the basic structure. Typical properties include microstructure, texture, residual stress and hardness. Different manufacturing processes ensure different penetration depths of the edge zone. For example, although a pre-process sometimes allows significant residual compressive stresses to be introduced, these changes only have an effect within a few micrometers. The deep rolling process, on the other hand, also introduces massive residual compressive stresses, but here the depth effect is significantly greater. The resulting edge zone is also larger during deep rolling.
The material property hardness
Hardness is the property of a material to counteract the penetration of another object. Hardness is therefore not a classic property such as thermal conductivity or tensile strength. Rather, it is the result of a defined test procedure. This means that a component with a hardness of 55 HRC ensures that a defined test specimen, which is pressed in with a defined test force, only penetrates to a certain depth.
There are different test methods for measuring hardness, such as the Vickers, Brinell or Rockwell hardness tests. However, we will not go into the individual test methods here.
The penetration of an object into the surface can occur when the material is plastically deformed. Thus, it is clear that hardness as a property correlates with the strength of a material. Metal is usually made up of a regularly arranged lattice. In an ideal metal lattice, the distance between the atoms is always uniform. Plastic deformation in such a lattice is caused by the movement of lattice planes in relation to each other.
The more regular and even such a grid is, the easier it is for the grid levels to slide over each other. In order to prevent this, blockades must be built into the grid. Fortunately, no normal metal grille is ideal, and it is usually full of "flaws". These grid construction errors ensure that the sliding of the grid planes is made more difficult, thereby increasing the strength of a component.
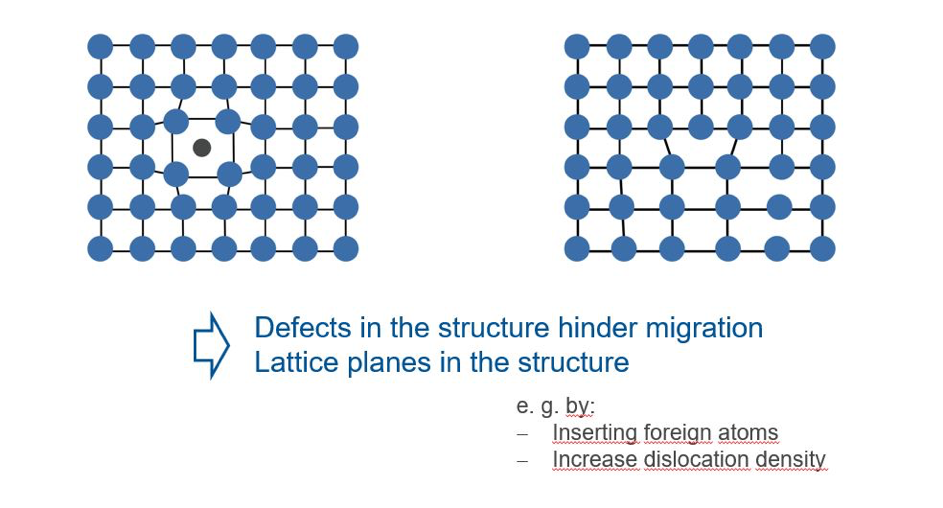
This effect is basically also utilized during hardening. Generally speaking, the harder a material, the more defects it contains and the more difficult it is for the lattice planes to move in relation to each other. Two typical lattice defects that occur in this context are foreign atoms and dislocations. If the lattice contains a foreign atom, it stretches, as can be seen in the picture, and the sliding movement becomes more difficult. The same applies to dislocations. These also hinder the sliding of the lattice planes.
This effect is utilized when hardening steel. By heating the steel, more carbon atoms can arrange themselves in the lattice. If the steel is then suddenly quenched, the lattice changes from a face-centered cubic lattice back to a body-centered cubic lattice. However, the carbon no longer has time to come out, remains forcibly dissolved and tenses the lattice.
Micro and macro hardness - why do they have to be differentiated?
When considering surface conditions, and particularly in the context of mechanical surface processing, a distinction must be made between micro hardness and macro hardness. The difference basically lies in the test force applied and the size of the test specimen:
Macro hardness = large test force with large test specimen
Micro hardness = small test force with small test specimen
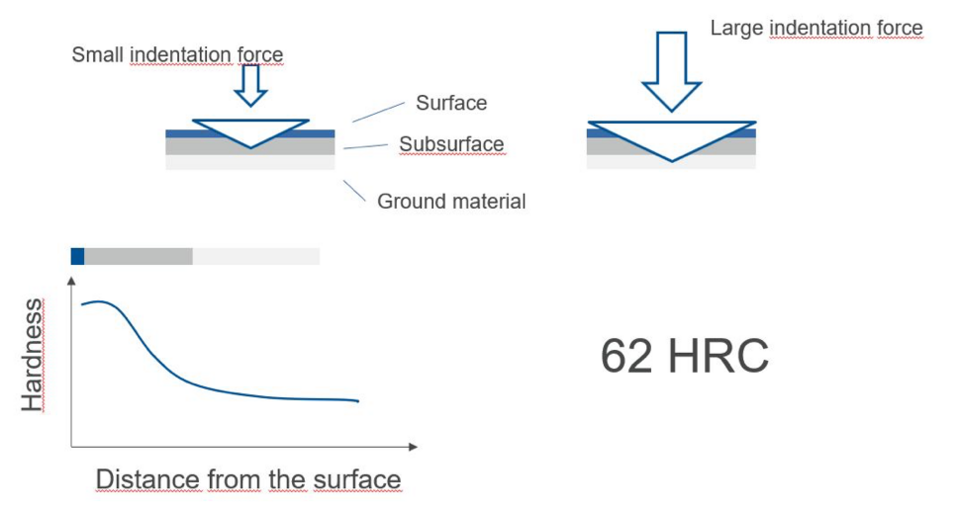
With a macro hardness measurement, which is the usual measurement for material characterization, entire material areas can be evaluated. Due to the large area examined, effects are averaged out and an overall impression of the hardness is created.
With microhardness, detailed areas can be examined. Depending on the test method, differences in hardness can be distinguished in individual grains of a material. This differentiation is important for analyzing the surface. The influence of surface treatment is often investigated. As a rule, a macro hardness measurement is used for this purpose, so that measurements are basically taken through the hardened layer. The result is then that the hardness is not increased. This leads to the false conclusion that mechanical surface treatment does not lead to an increase in hardness.
If, on the other hand, measurements are taken using a microhardness measurement method, e.g. according to Vickers with HV0.01, different hardness values can even be identified in the edge zone. So-called hardness depth curves can be created, which provide a detailed picture of the hardness curve in the edge zone. If this method is used, an increase in hardness due to mechanical surface treatment, such as deep rolling, can be identified in almost all cases.
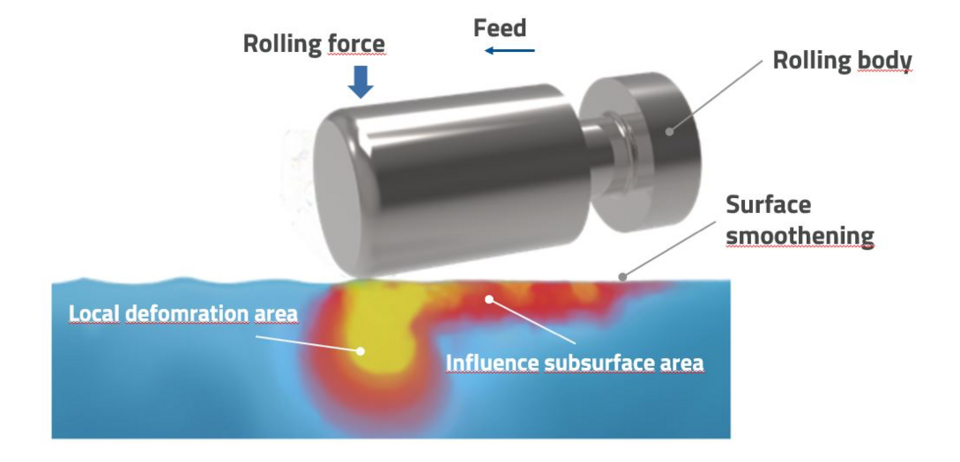
Deep rolling increases hardness in the edge zone
During deep rolling, a roller is pressed onto the surface with a defined force. Very high stresses arise in the contact zone and the material is plastically deformed locally. If the roller now moves over the component with a feed movement, the deformations remain in the edge zone. This results in high residual compressive stresses and strain hardening of the microstructure. During rolling, the dislocation density is significantly increased, which then also increases the hardness on the surface and in the edge zone. For this reason, deep rolling can be used as a targeted way of increasing the wear resistance of a surface.